CM100 кагаз чөйчөк түзүү машина
| Спецификация | CM100 |
| Sстандарттуу машина конфигурациясы | Автоматтык кагаз бланктары үчүн кеңейтилген журнал Чөйчөктөрдү эсептөө жана уя салуу столу аяктады Бир чыны өлчөмү үчүн калыптын бир топтому |
| КошумчаЖабдуулар | In-line чөйчөк текшерүү системасы |
| Кагаз чөйчөктүн өндүрүшүнүн көлөмү | 2oz ~ 32oz |
| Өндүрүш ылдамдыгы | 120-150 даана/мин |
| Капталдан жабуу ыкмасы | Leisterhoт аба жылытуу & УЗИ |
| Төмөнкү жабуу ыкмасы | Leisterhot аба жылытуу |
| Номиналдуу күч | 21кВт |
| Аба керектөө (6 кг/см2 боюнча) | 0,4 м³/мин |
| Жалпы өлчөм | L2,820mm x W1,300mm x H1,850mm |
| Машинанын таза салмагы | 4200 кг |
★ Жогорку диаметри: 45 - 105мм
★ Төмөнкү диаметри: 35 - 78мм
★ Жалпы бийиктиги: максимум 137мм
★ суроо-талабы боюнча башка өлчөмдөрү
Single PE / PLA, Double PE / PLA, PE / Алюминий же суу негизделген тосмо капталган кагаз тактасы
АСЫЛДУУ ӨТКӨРҮЛҮҮДҮН ДОЛБООРУ
❋ Механикалык берүү негизинен эки узунунан кеткен валга тиштүү дөңгөлөктөр аркылуу жүргүзүлөт. Негизги мотордун чыгышы мотор валынын эки тарабынан болот, ошондуктан күч берүү баланс болуп саналат.
❋ Трансмиссия түзүмү акылга сыярлык, жөнөкөй жана эффективдүү, оңдоо жана тейлөө үчүн жетиштүү орун калтырат.
❋ Ачык типтеги индекстөөчү шайман (туррет 10: мунара 8 бардык функцияларды акылга сыярлык кылуу үчүн орнотулган). Биз IKO (CF20) тиштүү камера жолдоочусу индекстөө үчүн оор жүк пин ролик подшипник тандап, мунай жана аба басымын өлчөөчү, санариптик өткөргүчтөр колдонулат (Japan Panasonic).
ГУМАНДАШТЫРЫЛГАН СТРУКТУРАНЫ ДОЛБООРУ
❋ Берүү үстөлү кагаз чаңынын негизги кадрга киришин алдын алуу үчүн эки кабаттуу дизайн. Стол акылга сыярлык туурасы менен иштелип чыккан, бул тейлөө үчүн ыңгайлуу.
❋ Экинчи мунара 8 жумушчу станция менен жабдылган. Ошентип, кошумча функцияларды, мисалы, үчүнчү жээк жылдыруу станциясы (жакшы алкактарды жылдыруу үчүн) же канализация станциясы ишке ашырылышы мүмкүн.
❋ Бүктөлүүчү канаттар, бүктөлүүчү дөңгөлөк жана тегерек айланма станциялар негизги үстөлдүн үстүндө жөнгө салынат, негизги кадрдын ичинде эч кандай жөндөө талап кылынбайт, андыктан жумуш бир топ жеңилдеп, убакытты үнөмдөйт.
ЭЛЕКТР КОМПОНЕНТТЕРИН КОНФИГУРАЦИЯСЫ
❋ Электр башкаруу шкафы: бүт машина PLC тарабынан башкарылат, биз Япониянын Mitsubishi жогорку өнүмүн тандайбыз. Бардык моторлор жыштык инверторлору тарабынан көз карандысыз башкарылат, алар кагаз мүнөзүнүн кеңири диапазонуна ылайыкташа алышат.
❋ Жылыткычтар швейцариялык белгилүү бренд Leisterди колдонушат, каптал тигиштерин кошумчалоо үчүн УЗИ.
❋ Кагаздын деңгээли төмөн же кагаз жок жана кагаз тыгыны ж.б., бул кемчиликтердин баары сенсордук панелдин ойготкуч терезесинде так көрсөтүлөт.
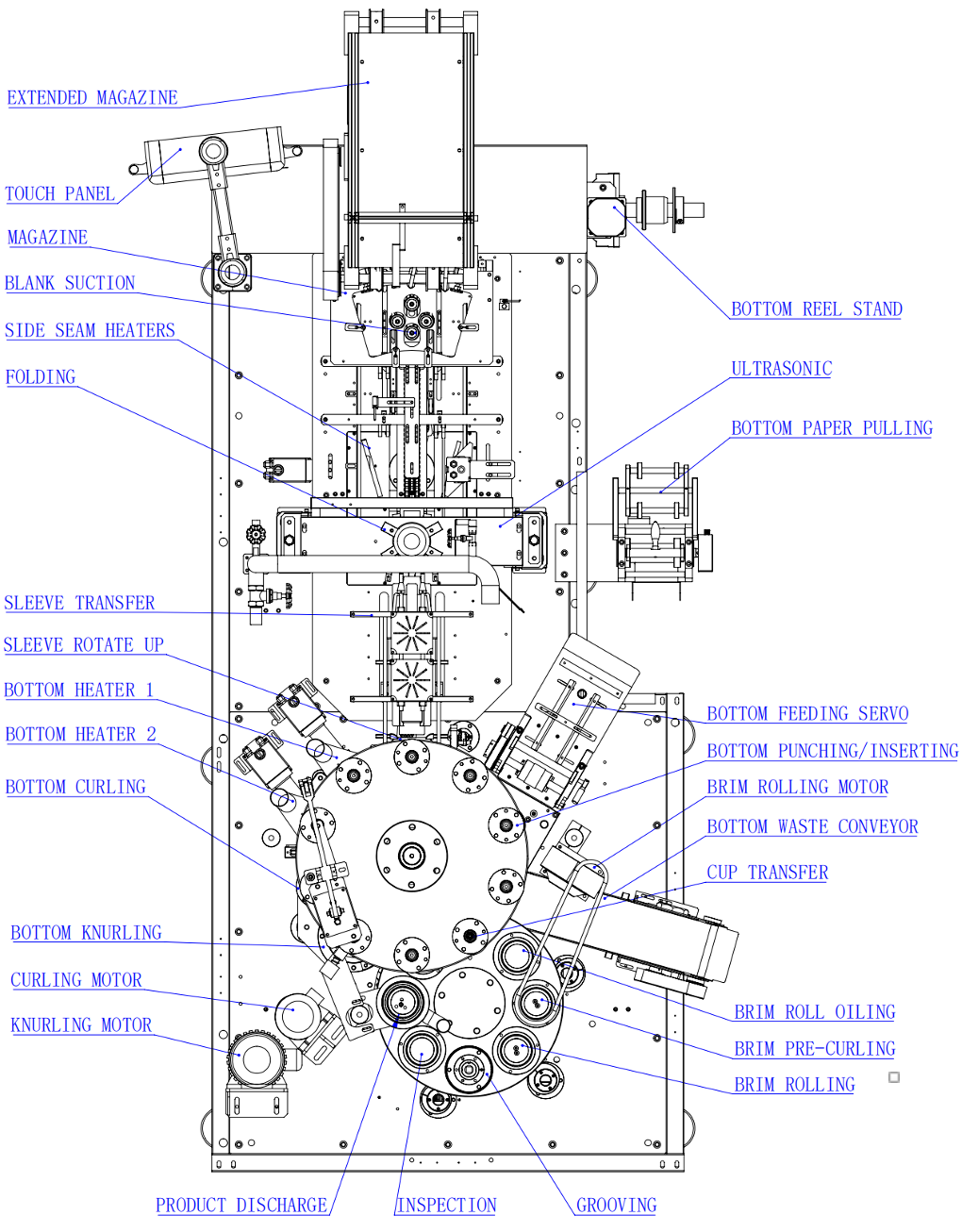
Кагаз бланктарын азыктандыруу → каптал тигиштерин жылытуу → бүктөлүү жана пломбалоо → чөйчөктүн жеңин өткөрүү → түбүн калыптандыруу жана киргизүү → эркек мандренанын → түбүн жылытуу1 → астын жылытуу 2 → астын майлоо → астын керлинг → астын ылдый бургулоо → жарым продуктту өткөрүү → чөйчөктүн жээгин майлоо → чөйчөктү 2 бүктүрүү үйүү